CJA-06 FDE/FNDE
Conjunto para aluno tamanho 6
Altura do aluno: de 1,59m a 1,88m
Manual do Conjunto Aluno: ![]()
Descrição
DESCRIÇÃO
• Conjunto do aluno individual composto de 1 (uma) mesa e 1 (uma) cadeira, certificado pelo INMETRO e em conformidade com a norma ABNT NBR 14006 – Móveis escolares
– Cadeiras e mesas para conjunto aluno individual.
•Mesa individual com tampo em MDP ou MDF, revestido na face superior em laminado melamínico e na face inferior em chapa de balanceamento, montado sobre estrutura tubular de aço, contendo porta-livros em plástico injetado.
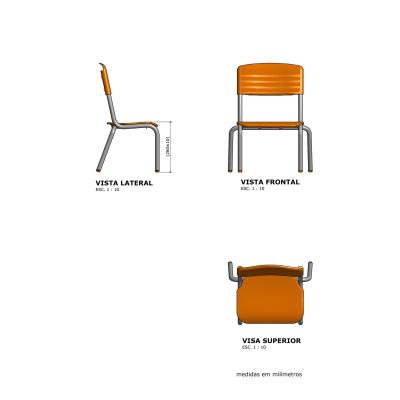
• Cadeira individual empilhável com assento e encosto em polipropileno injetado ou em compensado anatômico moldado, montados sobre estrutura tubular de aço.
CONSTITUINTES – MESA
• Tampo em MDP ou MDF, com espessura de 18mm, revestido na face superior em laminado melamínico de alta pressão, 0,8mm de espessura, acabamento texturizado, na cor CINZA (ver referências), cantos arredondados (conforme projeto). Revestimento na face inferior em chapa de balanceamento (contra placa fenólica) de 0,6mm. Aplicação de porcas-garra com posca métrica M6 e comprimento 10 mm (ver detalhamento no projeto). Dimensões acabadas de 600mm (largura) x 450mm (profundidade) x 19,4mm (espessura), admitindo-se tolerância de até + 2mm para largura e profundidade e +/- 1mm para espessura.
• Topos encabeçados com fita de bordo termoplástica extrudada, confeccionada em PVC (cloreto de polivinila), PP (polipropileno) ou PE (polietileno), com primer na face de colagem, acabamento de superfície texturizado, na cor AZUL (ver referências), colada com adesivo hot melt. Resistência ao arrancamento mínima de 70N (ver fabricação). Dimensões nominais de 22mm (largura) x 3mm (espessura), com tolerância de +/- 0,5mm para espessura. Centralizar ponto de início e término de aplicação da fita de bordo no ponto central e do lado oposto à borda de contato com o usuário. O ponto de encontro da fita de bordo não deve apresentar espaços ou deslocamentos que facilitem seu arrancamento.
• Estrutura composta de:
– Montantes verticais e travessa longitudinal confeccionados em tubo de aço carbono laminado a frio, com costura, secção oblonga de 29mm x 58mm, em chapa 16 (1,5mm);
– Travessa superior confeccionada em tubo de aço carbono laminado a frio, com costura, curvado em formato de “C”, com secção circular, diâmetro de 31,75mm (1 1/4”), em chapa 16 (1,5mm);
– Pés confeccionados em tubo de aço carbono laminado a frio, com costura, secção circular, diâmetro de 38mm (1 1/2”), em chapa 16 (1,5mm).
• Porta-livros em polipropileno copolímero isento de cargas minerais, composto preferencialmente de 50% de matéria-prima reciclada ou recuperada, podendo chegar até 100%, injetado na cor CINZA (ver referências). As características funcionais, dimensionais, de resistência e de uniformidade de cor devem ser preservadas no produto produzido com matéria-prima reciclada, admitindo-se tolerâncias na tonalidade a critério da equipe técnica da FDE. Dimensões, design e acabamento conforme projeto. No molde do porta-livros, deve ser gravado o símbolo internacional de reciclagem apresentando o número identificador do polímero, a identificação do “modelo FDE-FNDE” (conforme indicação no projeto) e o nome da empresa fabricante do componente injetado. Nesse molde, também deve ser inserido datador duplo com miolo giratório de 16mm de diâmetro (tipo insert), indicando mês e ano de fabricação (conforme indicação no projeto).
Observação:
– O nome do fabricante do componente deve ser obrigatoriamente grafado por extenso, acompanhado ou não de seu próprio logotipo.
• Fixação do tampo à estrutura através de:
– 06 porcas garra rosca métrica M6 (diâmetro de 6mm);
– 06 parafusos rosca métrica M6 (diâmetro de 6mm), comprimento 47mm (com tolerância de +/- 2mm), cabeça panela, fenda Phillips.
• Fixação do porta-livros à travessa longitudinal através de rebites de “repuxo”, diâmetro de 4,0mm, comprimento 10mm.
• Fixação das sapatas (frontal e posterior) aos pés através de rebites de “repuxo”, diâmetro de 4,8mm, comprimento 12mm.
• Ponteiras e sapatas em polipropileno copolímero virgem, isento de cargas minerais, injetadas na cor AZUL (ver referências), fixadas à estrutura através de encaixe. Dimensões, design e acabamento conforme projeto. Nos moldes das ponteiras e sapatas, devem ser gravados o símbolo internacional de reciclagem apresentando o número identificador do polímero, a dentificação do “modelo FDE-FNDE” (conforme indicações nos projetos) e o nome da empresa fabricante do componente injetado. Nesses moldes, também devem ser inseridos datadores duplos com miolo giratório de 5 ou 6mm de diâmetro (tipo insert), indicando mês e ano de fabricação (conforme indicações nos projetos).
Observação:
– O nome do fabricante do componente deve ser obrigatoriamente grafado por extenso, acompanhado ou não de seu próprio logotipo.
• Nas partes metálicas, deve ser aplicado tratamento antiferruginoso que assegure resistência à corrosão em câmara de névoa salina de no mínimo 300 horas.
• Pintura eletrostática dos elementos metálicos em tinta em pó híbrida Epóxi/Poliéster, polimerizada em estufa, acabamento liso e brilhante, espessura mínima de 40 micrometros na cor CINZA (ver referências).
CONSTITUINTES – CADEIRA
• Assento e encosto em polipropileno copolímero virgem, isento de cargas minerais, injetados, na cor AZUL (ver referências). Dimensões, design e acabamento conforme projeto. Nos moldes do assento e do encosto, devem ser gravados o símbolo internacional de reciclagem apresentando o número identificador do polímero, a identificação do “modelo FDE-FNDE” (conforme indicações nos projetos) e o nome da empresa fabricante do componente injetado. Nesses moldes, também devem ser inseridos datadores duplos com miolo giratório de 16mm de diâmetro (tipo insert), indicando mês e ano de fabricação (conforme indicações nos projetos).
Observação:
– O nome do fabricante do componente deve ser obrigatoriamente grafado por extenso, acompanhado ou não de seu próprio logotipo.
• Alternativamente, o assento e o encosto poderão ser fabricados em compensado anatômico moldado a quente, contendo no mínimo sete lâminas internas, com espessura máxima de 1,5mm cada, oriundas de reflorestamento ou de procedência legal, isentas de rachaduras e deterioração por fungos ou insetos. Dimensões e design conforme projeto..
• Quando fabricado em compensado, o assento deve receber revestimento na face superior de laminado melamínico de alta pressão, 0,6 a 0,8mm de espessura, acabamento texturizado, na cor AZUL (ver referências). Revestimento da face inferior em lâmina de madeira faqueada de 0,7mm, da espécie Eucalyptus grandis, com acabamento em selador, seguido de verniz poliuretano, inclusive nos bordos. Espessura acabada do assento mínima de 9,7mm e máxima de 12mm. O assento em compensado moldado deve trazer gravado de forma indelével, por meio de carimbo ou gravação a fogo sob a camada de verniz, na face inferior, datador de lotes indicando mês e ano de fabricação, a identificação do modelo (conforme indicação no projeto) e o nome do fabricante do componente.
Observação:
– O nome do fabricante do componente deve ser obrigatoriamente grafado por extenso, acompanhado ou não de seu próprio logotipo.
• Quando fabricado em compensado, o encosto deve receber revestimento nas duas faces de laminado melamínico de alta pressão, 0,6 a 0,8mm de espessura, acabamento texturizado, na cor AZUL (ver referências). Bordos com acabamento em selador seguido de verniz poliuretano. Espessura acabada do encosto mínima de 9,6mm e máxima de 12,1mm.
O encosto em compensado moldado deve trazer gravado de forma indelével, por meio de carimbo ou gravação a fogo sob a camada de verniz, no topo inferior, o nome do fabricante do
componente.
Observação:
– O nome do fabricante do componente deve ser obrigatoriamente grafado por extenso, acompanhado ou não de seu próprio logotipo.
• Estrutura em tubo de aço carbono laminado a frio, com costura, diâmetro de 20,7mm, em chapa 14 (1,9mm).
• Fixação do assento e encosto injetados à estrutura através de rebites de “repuxo”, diâmetro de 4,8mm, comprimento 12mm.
• Fixação do assento em compensado moldado à estrutura através de rebites de “repuxo”, diâmetro de 4,8mm, comprimento 19mm.
• Fixação do encosto em compensado moldado à estrutura através de rebites de “repuxo”, diâmetro de 4,8mm, comprimento 22mm.
• Sapatas/ponteiras em polipropileno copolímero virgem, isento de cargas minerais, injetadas na cor AZUL (ver referências), fixadas à estrutura através de encaixe e pino expansor. Dimensões, design e acabamento conforme projeto. No molde da sapata/ponteira, deve ser gravado o símbolo internacional de reciclagem apresentando o número identificador do polímero, a identificação do “modelo FDE-FNDE” (conforme indicação no projeto) e o nome da empresa fabricante do componente injetado. Nesse molde, também deve ser inserido datador duplo com miolo giratório de 5 ou 6mm de diâmetro (tipo insert), indicando mês e ano de fabricação (conforme indicação no projeto).
Observação:
– O nome do fabricante do componente deve ser obrigatoriamente grafado por extenso, acompanhado ou não de seu próprio logotipo.
• Nas partes metálicas, deve ser aplicado tratamento antiferruginoso que assegure resistência à corrosão em câmara de névoa salina de no mínimo 300 horas.
• Pintura eletrostática dos elementos metálicos em tinta em pó híbrida Epóxi/Poliéster, polimerizada em estufa, acabamento liso e brilhante, espessura mínima 40 micrometros, na cor CINZA (ver referências).
![]()